Colombage: production de ROBUSO® ciseaux à Solingen

 Les ciseaux de notre marque ROBUSO sont de notre meilleure qualité. Ils sont équipés de notre logo de bretzel et du texte ROBUSO SOLINGEN GERMANY.
Les ciseaux de notre marque ROBUSO sont de notre meilleure qualité. Ils sont équipés de notre logo de bretzel et du texte ROBUSO SOLINGEN GERMANY.
SOLINGEN reflète non seulement l'origine pure, mais est plutôt une caractéristique de qualité. Après la "décision Solingen - de protéger le nom SOLINGEN", seuls les produits en plastique fabriqués à SOLINGEN doivent porter cette caractéristique. En outre, des exigences minimales en termes de qualité sont largement dépassées par nos ciseaux.
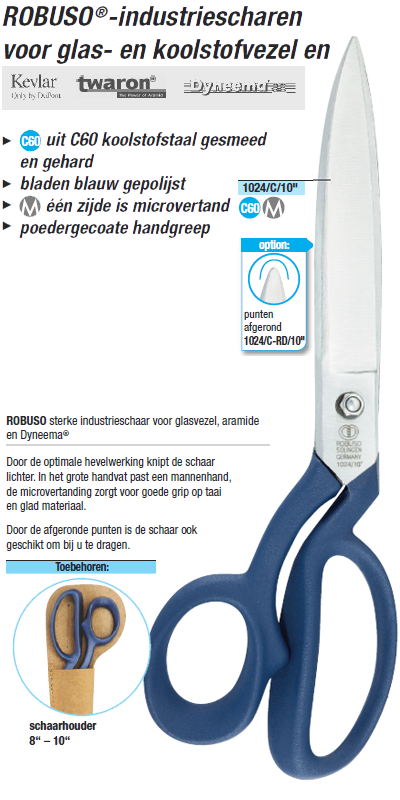
Nous utilisons de l'acier au carbone C60 pour la plupart des outils de coupe. Cet acier a une teneur en carbone particulièrement élevée et peut être durci à une dureté de 57-59 HRC. Cela garantit la haute résistance à la coupe de nos ciseaux.
L'acier C60 est livré à la forge en mètres de long et est coupé en morceaux, en longueurs en fonction des ciseaux pour lesquels ils sont utilisés. L'acier est chauffé puis placé sur un moule du type des ciseaux et poinçonné avec une grande force. Le modèle qui vient d'être créé est coupé à la lame et les yeux sont perforés de telle sorte qu'ils ne nécessitent quasiment pas d'être réaiguisés. Maintenant, la première forme des ciseaux peut être reconnue.
Avant que la cisaille ne soit durcie, le durcisseur serre la rotation spéciale dans les lames de cisaille. Les deux lames de cisaillement ne sont pas à plat l'une sur l'autre mais se touchent pendant la coupe en un point. La rotation crée un certain espace qui garantit que le tissu est coupé et ne bloque pas. Une fois que le durcisseur a percé ou tourné le trou pour la vis, il durcit la cisaille dans le four mais uniquement dans le trou de la vis. Ensuite, les parties incandescentes sont refroidies dans un bain d’huile. Les lames de cisaillement étant devenues trop dures pour un traitement ultérieur, elles sont à nouveau chauffées à une certaine température et refroidies. Cela leur donne la dureté ultime et la flexibilité nécessaires pour un traitement ultérieur.
Les lames de cisaillement trempées sont affûtées sur les meuleuses humides modernes de l'intérieur et de l'extérieur.
La meuleuse d'angle affûte maintenant les yeux des ciseaux de l'intérieur et de l'extérieur. L'affûtage de ces yeux est un véritable métier. Regardez de plus près les yeux d'une paire de ciseaux et vous verrez combien de surface est en cours de traitement. Selon le modèle, il s’agit de 12 à 20 opérations. Le meulage de l'intérieur des yeux se fait de l'intérieur sur une bande de meulage continue. L'eye cutter fait pivoter les yeux des ciseaux à une certaine vitesse pour obtenir les courbes désirées. Jusque dans les années 1970, la coupe à l'oeil était une profession d'apprentissage avec une période de formation de trois ans. De nos jours, cette opération est souvent sautée et remplacée par des tambours (lissage avec des pierres dans un tambour). Les ciseaux ROBUSO, qui n’ont pas de manche recouvert de poudre, sont toujours affûtés aujourd’hui et demain.
La taille-crayon commence par le meulage du cou (jusqu'aux yeux) et par la surface de coupe. Ce sont toutes des pièces que l’affûteuse de la machine n’a pas traitées: le dos et les deux bords étroits des poignées.
L'intérieur et l'extérieur des lames et le manche sont aiguisés en bleu avec de nombreux ciseaux Robuso. C’est un art et une caractéristique de qualité importante de nos ciseaux. Les couteaux bleus sont finement moulus et dégagent donc une lueur légèrement bleue. C'est de là que vient le nom bleu de meulage. Le couloir de ces ciseaux aiguisés est léger, flexible et protège également de la rouille. Ceci est important car l'acier au carbone n'est pas exempt de rouille. Le taille-crayon traite les disques utilisés avec une sorte de colle et les étire avec du cuir. Pour chaque type de ciseaux, des disques prêts à l'emploi sont prêts à être utilisés sur le mur.
L'affûtage des cisailles nickelées est un travail particulièrement précis. Le nickel mou doit être broyé hors de la cavité et du coin afin que les ciseaux soient tranchants et bien coupés. Lors du meulage en bleu, le broyeur doit s'approcher autant que possible du côté du creux. Cela nécessite beaucoup de pratique et de savoir-faire.
"L'âme" des ciseaux se situe au point d'articulation, à la vis, où le haut et le bas se rencontrent. Ici, l'affûteur atteint le point de pivot optimal - appelé croissant - pour les lames de ciseaux, de sorte que les lames de ciseaux aient la bonne pression du début à la fin et soient coupées à la pointe. Comment le broyeur fonctionne ce point pivot en consultation avec le monteur de ciseaux et zL'honneur détermine la qualité.
Les lames tranchantes prêtes à l'emploi sont maintenant entre les mains du mécanicien des ciseaux. Il est aussi appelé cloueur à Solingen car il fabriquait lui-même les "clous" / "vis". Son art consiste à bien coordonner les deux parties des ombres et à bien fonctionner. Premièrement, toutes les pièces forgées ont un caractère différent et deuxièmement, des inégalités apparaissent. Avec quelques coups précis avec le marteau, il associe les deux parties de la lame. Cette pointe des ciseaux est à colombage et se produit après l'insertion et le serrage de la vis. À l'état assemblé, la cisaille est affûtée et, en fonction du modèle, une micro-dent est broyée dans celle-ci. Ce n’est que maintenant que les ciseaux sont vraiment tranchants. Enfin, le passage des lames de ciseaux est vérifié du début à la fin pour vérifier s’il s’effectue sans à-coups.
Les ciseaux portés sont maintenant gravés au laser avec le logo et le numéro d'article de ROBUSO SOLINGEN GERMANY.
Le halm et les yeux des ciseaux à fond bleu (pas des ciseaux nickelés) sont maintenant revêtus de poudre. Cela se fait par pulvérisation et n'est pas une tâche facile pour les ciseaux montés avec des vis épaisses, car le revêtement du halm doit s'arrêter exactement à l'endroit où commencent les lames